
What is Plastisol Ink
Plastisol ink is the go-to choice for screen printing, especially on apparel and textiles. Its unique composition and curing process make it a top pick for vibrant, durable prints.
Definition and Properties
- Composition: Plastisol ink is a 100% solid ink, primarily made of polyvinyl chloride (PVC) resin particles suspended in a liquid plasticizer. Some eco-friendly formulas may use acrylic-based resins as a substitute.
- Curing Mechanism: Unlike air-drying or solvent-based inks, plastisol remains liquid or paste-like at room temperature, staying stable without drying out. It requires heat to cure. When heated to a specific temperature, the PVC particles absorb the plasticizer, fusing into a tough, flexible, permanent film that adheres to the substrate. This process is called heat curing.
- Physical Characteristics:
- High Opacity: Traditional plastisol inks offer excellent coverage, easily masking dark fabrics to produce vivid, saturated colors. Plastisol CMYK inks for four-color printing are formulated with adjusted transparency for effective layering.
- Thixotropic Nature: The ink’s viscosity decreases under pressure (e.g., during stirring or squeegee application), making it easy to pass through the screen. When at rest, it regains viscosity, preventing bleeding and maintaining sharp edges and dot shapes.
- Durability: Once fully cured, prints withstand repeated industrial and home washing, abrasion, and stretching without fading, cracking, or peeling.
- Texture: Prints often feel thicker and can be stiff, especially for large solid designs. Softeners, mesh selection, and printing techniques can improve the hand feel.
Pros and Cons
| Feature | Advantages | Disadvantages |
|---|---|---|
| Ease of Use | Stable, non-clogging, easy to work with; forgiving process; easy to clean from screens | Requires specialized solvents for cleaning; some formulas are thick and harder to handle |
| Color Performance | Vibrant, saturated colors with high opacity, ideal for dark fabrics; precise Pantone matching | CMYK inks may lose some brightness when layered; thick layers can affect breathability and feel |
| Durability | Highly resistant to washing, abrasion, and stretching; ideal for high-wear applications | Undercuring reduces durability; overcuring can make prints brittle or discolored |
| Versatility | Works on cotton, blends, and some synthetics (with anti-migration treatments); suitable for non-textiles | Requires high curing temperatures, unsuitable for heat-sensitive materials; adhesion may be limited on low-surface-energy substrates |
| Eco-Friendliness | Low VOC emissions; newer PVC-free and phthalate-free formulas available | Traditional PVC and phthalate-based formulas raise environmental and health concerns; waste disposal needs care |
| Cost | Cost-effective compared to water-based inks, especially for large runs | Specialty or eco-friendly plastisol inks can be pricey; requires investment in curing equipment |
Applications
Plastisol ink dominates apparel and textile screen printing, covering nearly all durable, vibrant, wash-resistant textile prints:
- T-shirts, hoodies, sportswear, kids’ clothing, and workwear
- Caps, bags, aprons, and towels
- Athletic numbers, letters, and logos
- Specialty effects (puff, glitter, metallic, glow-in-the-dark) often built on plastisol systems
Technical Specifications (Plastisol Ink)
| Parameter | Standard Ink Range | Low-Temp Ink Range | CMYK Ink Range | Specialty Ink Range (e.g., Puff/Glitter) | Importance |
|---|---|---|---|---|---|
| Curing Temp | 160-166°C (320-330°F) | 120-140°C (250-280°F) | 160-166°C (or low-temp equivalent) | Typically matches standard ink temps | Must reach and hold temp at thickest layer to avoid curing failure |
| Curing Time | 20-60 sec (varies by oven, temp, thickness) | 45-90 sec (often longer) | Similar to standard ink | Matches base ink | Ensures full reaction without overbaking |
| Mesh Count | 60-160 mesh | 60-160 mesh | 230-305 mesh or higher (high detail) | Glitter: 30-38; Puff/Metallic: 60-85 | Affects ink deposit, detail, and hand feel |
| Viscosity | Medium-high (30,000-120,000 cP) | Medium-high | Optimized for fine dots | Varies (e.g., glitter inks are thicker) | Impacts ease of printing and ink control; adjustable with thinners |
| Opacity | High | High | Semi-transparent to medium-high | Varies (e.g., glitter is semi-transparent) | Determines coverage; CMYK needs balanced transparency |
| Hand Feel | Medium to firm/thick | Medium to firm/thick | Slightly thick (four-layer stack) | Varies (e.g., puff is raised, glitter is gritty) | Affects comfort; tied to ink thickness, type, and additives |
Note: Always refer to the manufacturer’s Technical Data Sheet (TDS) for specific parameters.
Understanding the CMYK Color Model
CMYK is the standard color model for printing, distinct from the RGB model used for screens. Mastering CMYK is key to achieving vibrant, accurate prints, especially in four-color process printing.
What is CMYK? How Does It Work?
CMYK stands for:
- C: Cyan
- M: Magenta
- Y: Yellow
- K: Key (Black). The “K” likely refers to the “Key Plate” or “Black Plate,” crucial for defining image outlines and depth.
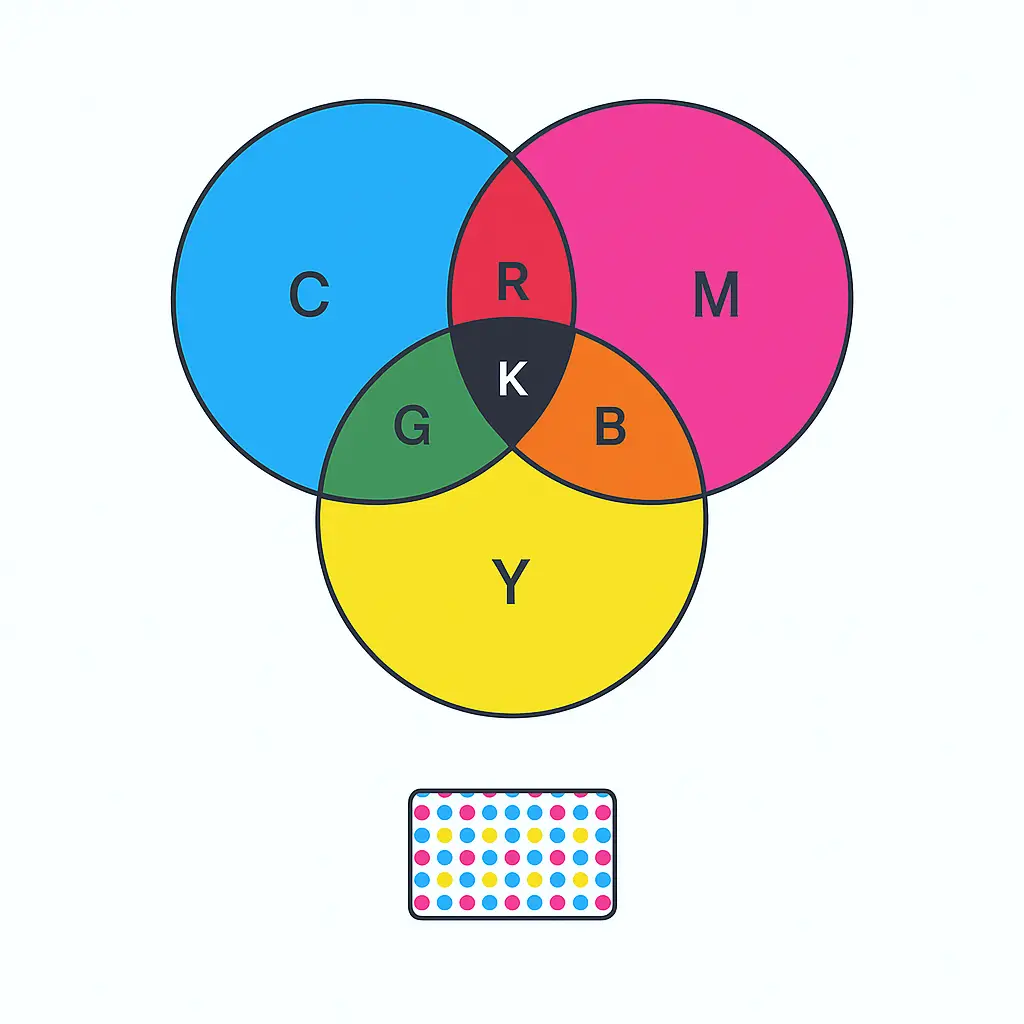
CMYK is a subtractive color model, relying on how ink absorbs and reflects light. A white substrate (like paper or fabric) reflects all visible light. When CMYK inks are applied, they selectively absorb certain wavelengths and reflect others, creating the colors we see through the reflected light.
In theory, equal parts of cyan, magenta, and yellow should produce black by absorbing all red, green, and blue light. In practice, impurities in inks result in a muddy gray, so black (K) ink is added for true blacks, text, lines, shadows, and contrast. Black ink is also more cost-effective and dries faster than mixing CMY.
By adjusting the percentage of each CMYK ink, controlled through halftone dots, a wide range of colors within the CMYK gamut can be created.
CMYK vs. RGB
Understanding the difference between CMYK and RGB is critical to avoiding color discrepancies between design and print.
| Feature | RGB Color Model (Additive) | CMYK Color Model (Subtractive) |
|---|---|---|
| Principle | Based on emitted light; combines red, green, blue to create colors | Based on ink absorbing/reflecting light; uses cyan, magenta, yellow, black |
| Primary Colors | Red, Green, Blue | Cyan, Magenta, Yellow, Black (Key) |
| Color Mixing | More overlap = brighter; full intensity = white; no light = black | More overlap = darker; full overlap = near-black; no ink = substrate color (e.g., white) |
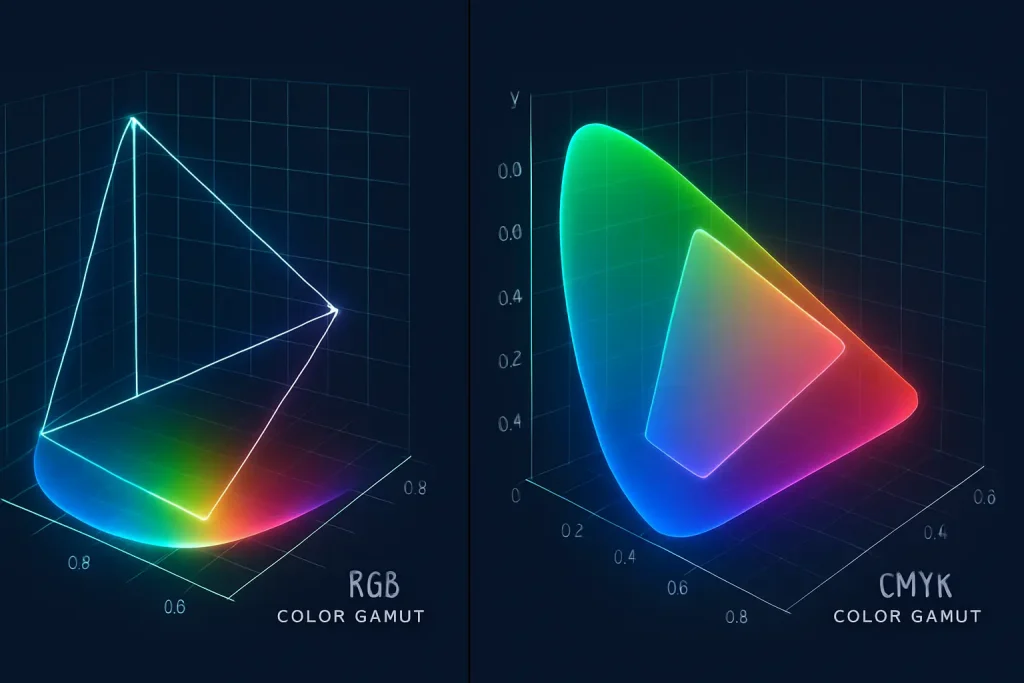
| Gamut | Broad; captures most human-visible colors, ideal for bright/vivid hues | Narrower; struggles with some bright or fluorescent colors |
| Applications | Screens (monitors, phones, TVs, cameras, scanners) | Physical media (paper, packaging, textiles, billboards) |
| File Formats | JPEG, PNG, GIF (typically store RGB data) | TIFF, EPS, PDF (typically store CMYK data) |
Why CMYK for Printing? Printed materials don’t emit light; they reflect it. Inks absorb specific wavelengths, making CMYK’s subtractive process ideal for simulating this. RGB, an additive model for light-emitting devices, can lead to color shifts if used directly for CMYK printing, as some vibrant RGB colors fall outside the CMYK gamut.
Why CMYK Matters in Design and Printing
- Design Phase: Use CMYK mode for print designs to predict final output accurately and avoid unexpected color shifts.
- Color Separation: Images for four-color printing must be split into precise CMYK channels or files.
- Color Management: Understanding CMYK aids in professional color calibration across devices (monitors, printers) and print runs.
- Pantone Integration: CMYK handles complex images, while Pantone spot colors ensure exact brand or vibrant hues. Knowing both optimizes their use.
What is Four-Color Process Printing
Four-color process printing, also known as CMYK printing or full-color printing, is a standard technique that uses cyan, magenta, yellow, and black inks to reproduce vibrant, detailed images like photographs and illustrations.
How Four-Color Printing Works
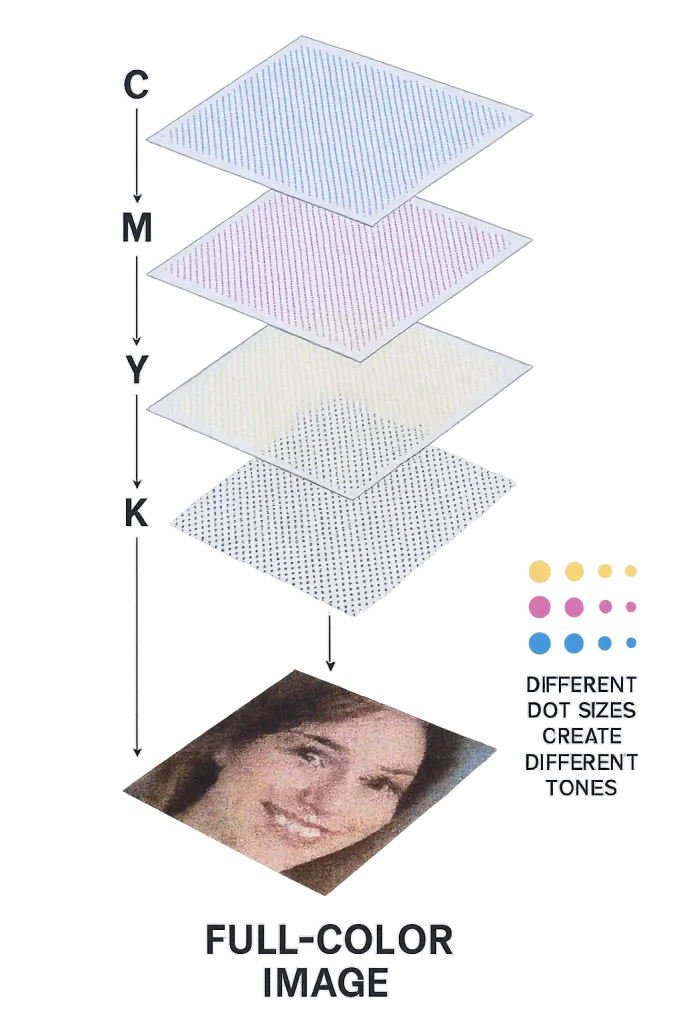
The process breaks down a full-color image into CMYK components using halftone dots to simulate continuous tones:
- Color Separation: Software splits the image into four grayscale layers (C, M, Y, K), each representing the intensity of that color in different areas.
- Halftoning: Each grayscale layer is converted into tiny halftone dots. Dot size and density determine color intensity (e.g., larger dots for darker cyan, smaller for lighter).
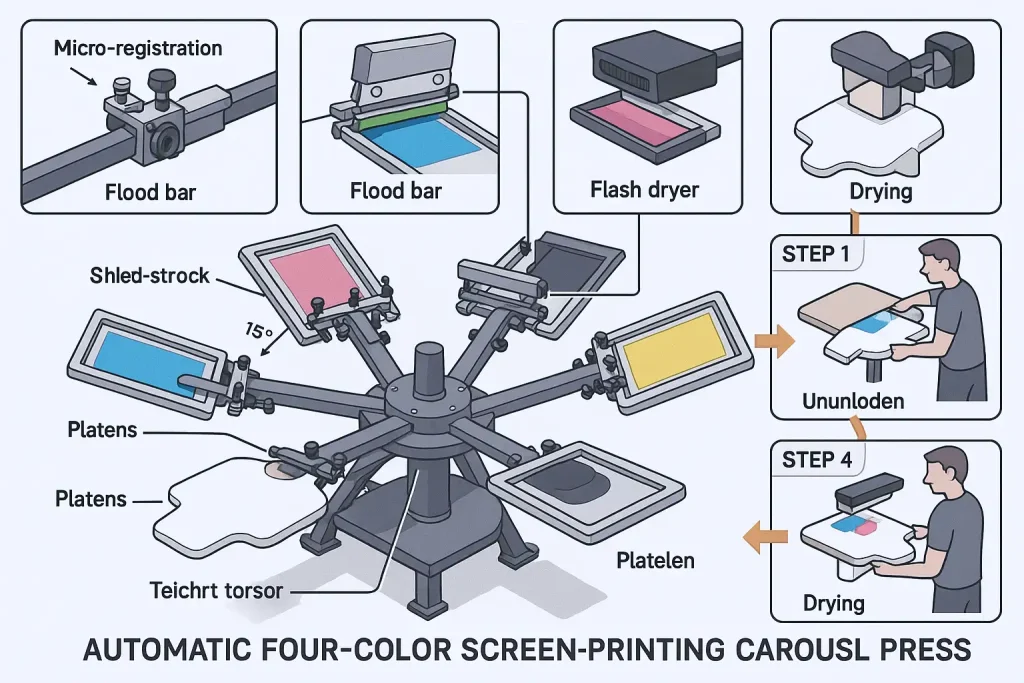
- Plate Making: For screen printing, four screens are created, each carrying the halftone pattern for one color.
- Layered Printing: The press applies CMYK inks layer by layer with precise registration. The typical order is Y → M → C → K, though it may vary based on ink or equipment.
- Visual Blending: Overlaid CMYK dots, viewed at a normal distance, blend in the eye to create smooth gradients and full-color visuals.
When to Use Four-Color Process
Choose four-color printing for:
- Designs with photographs, realistic illustrations, gradients, or intricate details.
- Patterns with many colors (more than 4-6 spot colors).
- Cost-effective reproduction of complex, multicolored designs.
- High-volume runs of detailed, colorful patterns.
For designs with limited solid colors (e.g., a 1-3 color logo), spot color printing (using Pantone) offers better precision and consistency.
Four-Color Process in Screen Printing
Applying four-color process to textile screen printing delivers high-quality, durable apparel prints, but the process has unique considerations:
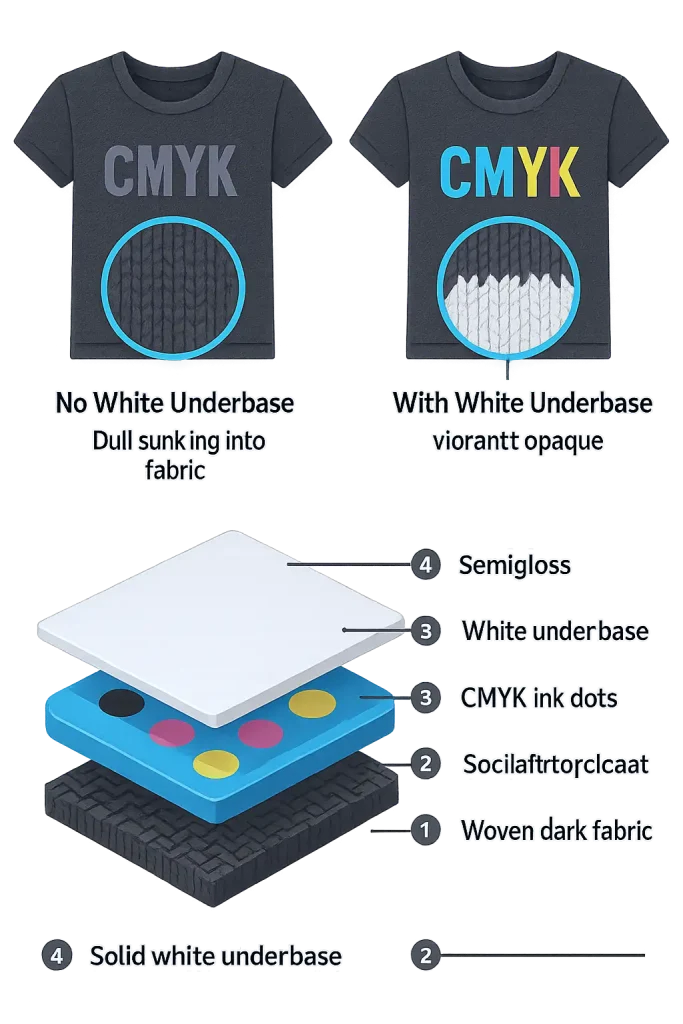
- Substrate: Works best on light fabrics (white, light gray). Dark fabrics require a white underbase for vibrant colors.
- White Underbase: On dark fabrics, a high-opacity white plastisol ink is printed first to create a bright, uniform base for CMYK inks. The underbase is often choked (slightly smaller than the color layers) to prevent white edges from showing.
- Screens: High-mesh, high-tension screens (230-305 mesh or higher) are needed for fine halftone dots.
- Registration: Precise alignment of all four color screens is critical. High-quality presses, accurate registration systems, and skilled operators are essential.
Halftone Dots, Angles, and LPI
These technical factors define print quality:
- Halftone Dots: Tiny dots form the image. Their shape, size, and density control tone, detail, and gradients.
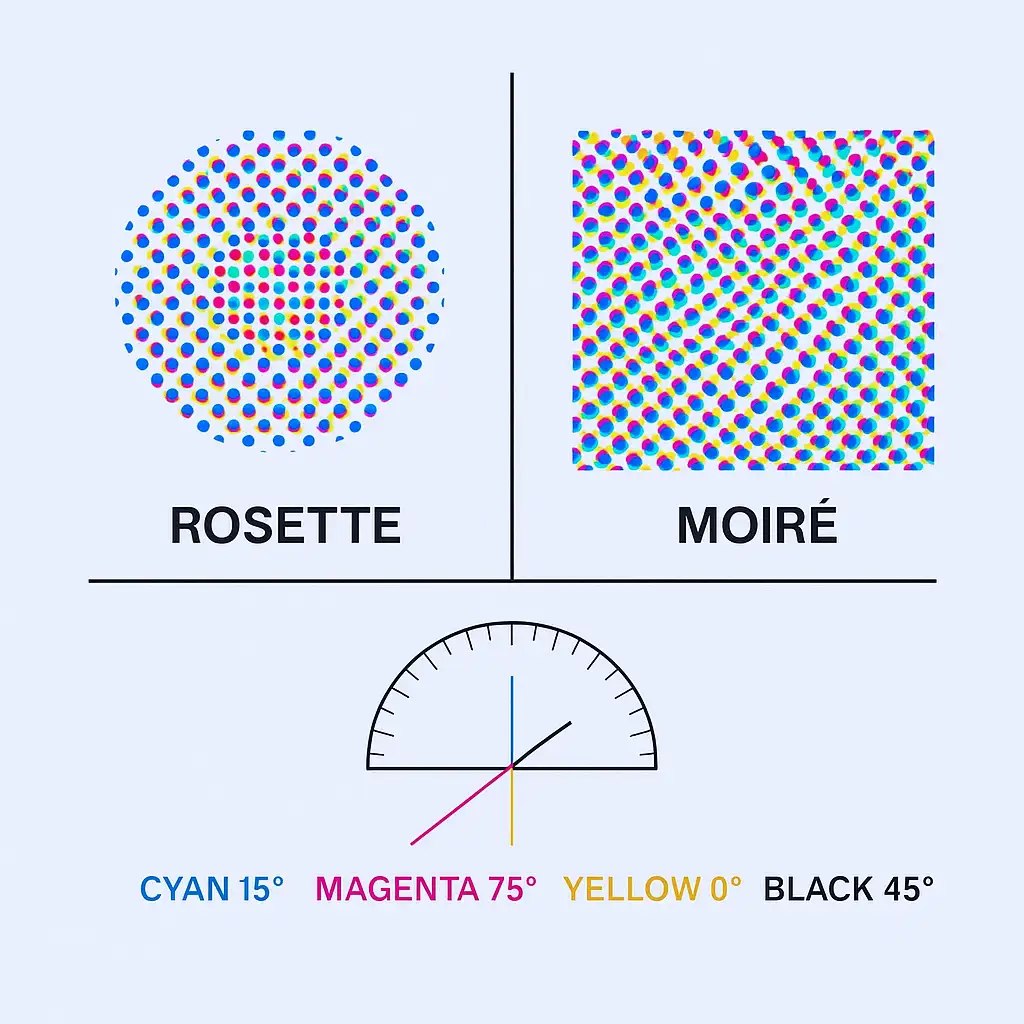
- Dot Angles: To prevent moiré patterns, CMYK dots are angled differently (standard: C 15°, M 75°, Y 0°/90°, K 45°). This creates a “rosette” pattern, imperceptible to the eye. In screen printing, angles may be adjusted to account for mesh patterns.
- LPI (Lines Per Inch): Measures dot rows per inch. Higher LPI yields finer detail but demands precise ink, screen, and control. LPI should be ≤ mesh count / 4.5 or 5. For example, a 305-mesh screen supports 60-68 LPI.
Combining Plastisol Ink with CMYK Four-Color Process
Using plastisol ink for CMYK four-color process printing is a proven method for high-quality textile screen prints. Plastisol’s properties shine here, but specific challenges arise.
Features of Plastisol CMYK Inks
CMYK-specific plastisol inks retain plastisol’s core benefits with tailored optimizations:
- Pigment Fineness: Finer pigments suit high-mesh screens for sharp, detailed dots.
- Transparency: CMYK inks are more transparent than standard plastisol to allow smooth color blending and a wider gamut during layering.
- Curing: Requires the same heat curing as standard plastisol, with low-temp options available.
Advantages and Challenges
| Aspect | Advantages | Challenges |
|---|---|---|
| Color Performance | Vibrant, durable, photo-quality prints on textiles; high-opacity ensures accurate colors on dark fabrics with underbase | Limited CMYK gamut struggles with some RGB colors; pigment fineness affects detail; layering depends on ink transparency and viscosity; affected by fabric type/color |
| Durability | Withstands dozens of washes, abrasion, and stretching | Four-layer stacks may reduce flexibility; poor curing impacts longevity |
| Process Control | Plastisol’s stability prevents clogging; flash-curing between layers aids registration without premature drying | High-precision registration is critical; slight misalignments blur images; dot gain is hard to control; four-layer curing needs precision |
| Hand Feel | Can be softened with additives, mesh choice, or techniques | Four-layer prints feel thick and stiff, especially on large or complex designs; impacts breathability (“sweat patch” issue) |
| Versatility | Works on cotton, blends, and treated synthetics (e.g., polyester with anti-migration); ideal for dark fabrics with underbase | High curing temps limit use on heat-sensitive fabrics; special substrates may need primers or specific inks |
| Cost | More cost-effective than spot colors for complex designs (only four inks) | High initial costs (precision presses, ovens, software); demands skilled operators; less economical for small runs |
Tips for Optimal Results
- Image Preparation:
- Use high-resolution images (300+ DPI).
- Design in CMYK mode and check gamut.
- Perform precise color separation with appropriate dot shapes, LPI, and angles.
- For dark fabrics, create a choked white underbase (0.5-1 pixel smaller).
- Screen Selection:
- Use high-mesh (230-305), high-tension screens.
- Ensure accurate emulsion and exposure for fine dots.
- Ink Adjustments:
- Choose CMYK-specific plastisol inks; adjust viscosity if needed.
- Use low-bleed white and CMYK inks for polyester blends.
- Printing Process:
- Ensure precise registration with micro-adjustments.
- Control squeegee pressure and angle for clean ink deposit.
- Flash-cure between layers to a gel state, avoiding full curing.
- Curing Control:
- Verify ink reaches recommended temperature and duration.
- Use temperature probes and conduct wash tests.
- Improving Hand Feel:
- Use high-mesh screens to reduce ink deposit.
- Add softeners or choose soft-hand inks.
- Optimize separations to minimize unnecessary coverage.
Practical Guide and Tips
Achieving great plastisol CMYK four-color screen prints requires a systematic approach and attention to detail.
Preparing Artwork for Four-Color Process
- Source Image: Start with a high-resolution image (300-360 DPI). Ensure clarity, detail, and color accuracy.
- Color Mode: Convert to CMYK mode in editing software. Check colors post-conversion, especially vibrant RGB hues, and adjust as needed.
- Separation and Halftones: Use professional separation software or plugins (e.g., Photoshop channels or dedicated tools) to split the image into C, M, Y, K grayscale layers.
- Choose dot shapes (round is common for photos).
- Set LPI based on mesh count (LPI ≤ mesh / 4.5 or 5; 50-68 LPI for textiles).
- Use standard angles (C: 15°, M: 75°, Y: 0°/90°, K: 45°) or optimize for screen mesh to avoid moiré.
- White Underbase: For dark fabrics, create an underbase from the 100% K channel or combined CMYK ink density. Choke it by 0.5-1 pixel to prevent white edges.
- Trapping: For minor registration errors (less critical with plastisol’s thixotropic nature), apply slight color overlap. Often unnecessary with precise registration.
Choosing Plastisol Inks and Mesh Counts
- CMYK Inks: Select high-quality plastisol CMYK ink sets optimized for transparency and fine pigments. Consider low-bleed formulas for polyester blends or soft-hand inks for better feel.
- White Underbase: Use high-opacity, low-bleed white plastisol for dark fabrics. Smoothness and opacity are critical for CMYK vibrancy.
- Mesh Counts:
- CMYK Inks: Use 230-305 mesh (90T-120T) for fine dots, sharper images, and thinner ink layers (better feel). Higher mesh demands precise ink viscosity and printing skill.
- White Underbase: Use 110-160 mesh (43T-49T) for higher ink deposit and opacity, depending on design complexity.
Technical Quick Reference (Four-Color Plastisol Screen Printing)
| Parameter | CMYK Ink Recommendations | White Underbase Recommendations | Notes |
|---|---|---|---|
| Ink Type | Dedicated plastisol CMYK set | High-opacity white plastisol | Choose low-bleed or soft-hand formulas based on fabric |
| Curing Temp | 160-166°C (standard) or 120-140°C (low-temp) | 160-166°C or 120-140°C (low-temp) | Entire ink layer must reach/hold temp; low-temp for sensitive fabrics |
| Curing Time | 20-60 sec (standard) or 45-90 sec (low-temp) | 20-60 sec or 45-90 sec (low-temp) | Varies by oven, temp, thickness; verify with tests |
| Mesh Count | 230-305 mesh or higher | 110-160 mesh (based on detail) | Affects detail, ink deposit, and feel; match LPI to mesh |
| LPI | 50-68 LPI (textile standard) | N/A (solid or textured underbase) | Higher LPI = finer detail; LPI ≤ mesh / 4.5 |
| Dot Angles | C:15°, M:75°, Y:0°/90°, K:45° or mesh-optimized | N/A (solid or choked underbase) | Prevents moiré; align with mesh pattern |
| Squeegee Hardness | 70-80 Durometer | 60-70 Durometer (higher ink deposit) | Affects ink transfer; harder for high mesh/fine dots |
| Squeegee Angle | 70-80° (relative to substrate) | 70-80° | Impacts ink penetration and layer thickness |
| Choke | Color layers expand 0.5-1 pixel over underbase | Underbase shrinks 0.5-1 pixel under colors | Ensures color covers underbase, avoids white edges on dark fabrics |
Troubleshooting Common Issues
- Misregistration: Check press and screen stability; use precise alignment tools.
- Moiré Patterns: Optimize dot angles and match mesh count.
- Dot Gain: Reduce squeegee pressure; control flash-curing.
- Screen Clogging: Maintain continuous printing; clean screens as needed.
- Stiff Hand Feel: Use high-mesh screens and softeners.
- Curing Issues: Strictly control temperature and time; avoid under- or over-curing.
- Dye Migration: Use low-bleed inks; minimize high-heat exposure.
FAQs
Q1: Is plastisol ink or water-based ink better for screen printing?
Plastisol excels for dark fabrics and high durability with vibrant colors but may feel stiffer. Water-based inks are softer and more eco-friendly but less opaque, ideal for light cotton fabrics. It depends on your project’s needs.
Q2: Can I use RGB images for CMYK printing?
Not recommended. RGB’s wider gamut causes color shifts when converted to CMYK. Design in CMYK mode and adjust colors post-conversion.
Q3: How do I confirm plastisol ink is fully cured?
Use a temperature probe to verify the ink reaches the recommended temp. After cooling, test with stretching, rubbing, and washing to check for cracking or peeling.
Q4: Why do moiré patterns appear in CMYK prints?
Caused by incorrect dot angles or mesh interference. Use standard angles (C15°, M75°, Y0°/90°, K45°) and align with mesh count.
Q5: Is a white underbase necessary for dark fabrics?
Yes, it ensures vibrant, accurate CMYK colors. Choke the underbase to avoid white edges.


